Two of the most important and widely produced industrial chemicals are sulfuric acid and phosphoric acid. Both acids are essential to the agriculture industry as fertilizer. Here are some examples of Sulfuric/Phosphoric acid production & uses. Sulfuric acid has a vast range of specific uses in most industries such as petroleum and explosives, whilst phosphoric acid is added to soft drinks. However, both acids are used in the manufacturing of detergents and batteries. In terms of physical properties both acids are colorless and have a strong affinity to water. Due to their affinity with water, they are ideal dehydrating agents, although the reaction between phosphoric acid and water is considerably safer.
Sulfuric acid is usually manufactured by the contact process, a three-stage process, which sees the catalytic oxidation of sulfur dioxide to sulfur trioxide, whilst phosphoric acid is, in this case, manufactured by a completely different process which sees the conversion of phosphate rock to phosphoric acid through several steps. In the production of phosphoric acid the raw material is the phosphoric rock, which is heated to extreme temperatures with SiO2 and graphite in an electric furnace. No furnace is used in the production of sulfuric acid, as in the first stage molten sulfur is sprayed into a container and simply burnt in the air to produce SO2 in an oxidation reaction.
As with the chemical manufacturing of many other acids and industrial chemicals, the conditions that the system is subjected to are a compromise between economic considerations, equilibrium yield and reaction rates. Firstly, for the production of sulfuric acid the equilibrium yield of SO3 is maximized at lower temperatures, due to the exothermic nature of the reaction, and higher pressures, to increase the concentration of gaseous molecules. The reaction rate is increased by higher pressures and the use of the catalyst V2O5. However, unlike for the equilibrium yield, the reaction rate is increased with higher temperatures.
 Packaged Chillers Non-expandable (integrated pump tank) 1.5Ton – 20Ton Single / Dual Circuits Single / Dual Pumps |
 SAE Series Modular Chillers Expandable (pump & tank on separate skid) 1.5Ton – 200Ton Single / Dual Circuits |
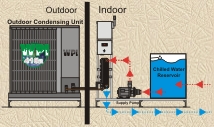 SAR Series Split Chillers Expandable (Outdoor Condensing Unit) (pump, tank, evaporator on indoor skid) 1.5Ton – 200Ton Single / Dual Circuits |